ECOSYS M3040dn充電輥廠家報價
充電輥回收利用可持續發展推動回收技術發展。金屬芯軸可通過熔煉回收,回收率超過95%。橡膠/塑料部分采用熱解技術分離有用成分。涂層材料回收是挑戰,正在研發綠色剝離技術。部分企業建立回收體系,提供以舊換新服務。再利用途徑包括工業研磨材料、建材添加劑等。閉環回收系統在大型企業逐步普及。可以法規推動回收率提升,歐盟WEEE指令要求生產商負責回收。創新技術使回收成本接近原生材料,提高經濟可行性。回收利用不僅環保,也降低企業材料成本,符合循環經濟理念。充電輥齒輪組同步傳動,轉速匹配誤差<0.05%。ECOSYS M3040dn充電輥廠家報價
充電輥與顯影系統協同充電輥與顯影系統協同工作確保高質量輸出。恰當的充電量決定調色劑吸附量,影響圖像密度。充電均勻性確保顯影劑均勻分布,避免斑點。表面特性影響殘余電位,關系到背景清潔度。與顯影輥間距影響電場分布,需精確調整。充電電壓與顯影偏壓匹配確保正常顯影。材料相容性避免相互污染,如導電材料不應污染顯影劑。老化充電輥會導致顯影劑消耗增加。系統級優化協調兩者性能,實現比較好能效和輸出質量。定期同步維護兩者確保協同效果。ECOSYS P3045dn充電輥供應商家充電輥內置發熱絲,低溫環境(-10℃)自動預熱,30 秒達工作溫度。
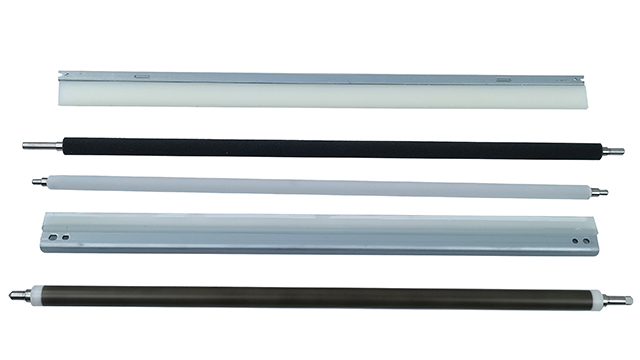
充電輥壓力調節:0.01mm級精度影響成像充電輥與鼓芯的接觸壓力直接決定電荷傳導效率。壓力過低(<0.15N/cm2)會導致接觸面積不足,產生全白頁;壓力過高(>0.25N/cm2)則加速鼓芯磨損。通過彈簧結構調節壓力時,建議使用壓力分布測量儀(如富士Prescale)檢測,理想狀態下接觸寬度2-3mm,壓力均勻性誤差<±5%。圖文要點:展示壓力測試流程動圖,標注標準壓力值與異常后果。充電輥常見故障:底灰與全白頁的排查邏輯-底灰問題:可能原因①充電輥表面臟污(碳粉結塊),需清潔并檢查涂層磨損;②壓力不足(彈簧疲勞),需校準壓力或更換彈簧;③鼓芯老化(涂層電阻升高),需同步更換鼓芯。-全白頁:可能原因①高壓發生器故障(無電壓輸出);②充電輥軸芯斷裂(電荷無法傳導);③接觸不良(軸套磨損導致輥體偏移)。圖文要點:繪制故障樹流程圖,標注排查步驟與對應解決方法。
防靜電石墨烯充電輥:碳粉利用率提升18%表面涂布石墨烯導電涂層(電阻10?Ω),碳粉吸附力下降75%,富士施樂C7535實測顯示,輥面積粉量從5mg/cm2降至0.8mg/cm2,碳粉利用率從82%提升至98%。年打印量100萬印的企業,可節省碳粉成本¥3000+,同時減少粉塵排放,符合環保辦公趨勢。彩色用于充電輥:四色獨有控壓,ΔE<1.5針對CMYK四色鼓芯開發獨有充電系統,青色輥電阻10?Ω、黑色輥電阻10?Ω,適配不同碳粉帶電特性。在愛普生SureColorP9080中,通過軟件獨有調節壓力(0.18-0.22N/cm2),實現彩色圖像ΔE<1.5的精細還原,膚色過渡平滑無斷層,滿足廣告設計、藝術復刻等高階需求。彈性記憶材料輥體,受壓變形后 10 秒回彈,長期使用不變形。
充電輥檢測方法電阻率檢測使用四探針測試儀,確保在指定范圍內。表面粗糙度測量采用輪廓儀,保證Ra≤0.5μm。厚度測量用千分尺,公差控制在±0.05mm。彈性測試評估壓縮長久變形,要求小于5%。電荷保持能力測試驗證放電穩定性。磨損測試模擬實際使用,評估壽命。圖像質量測試評估實際打印效果。環境測試包括高低溫、濕度循環和振動測試。兼容性測試確保與不同機型匹配。在線監測系統實時跟蹤電壓、電流和溫度參數。綜合檢測確保產品符合規格并滿足性能要求。充電輥壓力記憶功能,斷電重啟保持原參數設置。柯美DR512K黑色充電輥批量定制
充電輥耐濕熱測試(85℃/85% RH)72 小時無故障。ECOSYS M3040dn充電輥廠家報價
復印機打印機耗材配件充電輥研究前沿石墨烯涂層技術 提升導電性和耐磨性。自修復材料可自動修復微小損傷,延長壽命。壓電材料實現壓力自適應,優化接觸質量。柔性電子技術使可彎曲充電輥成為可能。生物降解材料減少環境影響。人工智能預測壽命,優化更換周期。量子點技術提升圖像分辨率。納米結構表面增強電荷分布均勻性。多物理場仿真優化設計。這些創新將推動充電輥向更智能、更高效、更環保方向發展,支持未來打印復印技術進步。ECOSYS M3040dn充電輥廠家報價
- 各系列打印機配件鼓維護套件送紙組件 2025-07-08
- 全新兼容Bizhub C7128刮刀刮板批發廠家 2025-07-08
- Bizhub C300i充電輥供應商 2025-07-08
- 全新兼容ECOSYS M5526cdw刮刀刮板生產廠家 2025-07-08
- 全新兼容Bizhub C226i充電輥量大從優 2025-07-08
- 各系列復印機配件套鼓硒鼓組件固定螺絲 2025-07-08
- 全新兼容柯尼卡美能達DR316K黑色充電輥廠家供應 2025-07-08
- 全新兼容Bizhub C224感光鼓組件供應商家 2025-07-08
- 全新兼容Bizhub 458e鼓芯OPC廠家直銷 2025-07-08
- 各系列復印機配件顯影倉出紙桿齒輪組件 2025-07-08
- 嘉定區常用實驗室設備設計 2025-07-08
- 深圳作業攝像頭設備哪家好 2025-07-08
- 陽江名著閱讀高分突破七年級上冊 2025-07-08
- 楊浦區購買實驗室設備平臺 2025-07-08
- 海南國產彩噴不干膠生產廠家 2025-07-08
- 甘孜州華為會議平板現貨批發 2025-07-08
- 全新兼容Bizhub C7128刮刀刮板批發廠家 2025-07-08
- 中山豪華貼木皮辦公家具工廠 2025-07-08
- 教育AI手機聯系方式 2025-07-08
- Bizhub C300i充電輥供應商 2025-07-08