常見螺紋機械加工工藝
常見螺紋機械加工工藝全解析
一、螺紋加工工藝分類及原理
1. 切削加工工藝
-
車削
-
單件或小批量生產常用方法,刀具結構簡單。
-
普通車床車削梯形螺紋的螺距精度可達8~9級(JB2886-81標準)。
-
專門化螺紋車床可顯著提高生產率和精度。
-
原理:使用成形車刀或螺紋梳刀在車床上加工螺紋,通過工件旋轉與刀具軸向移動形成螺紋。
-
特點:
-
銑削
-
生產效率高,適用于成批生產一般精度的螺紋工件或磨削前的粗加工。
-
螺紋銑削的螺距精度可達8~9級,表面粗糙度為R5~0.63微米。
-
原理:利用盤形銑刀或梳形銑刀在銑床上加工螺紋,工件旋轉1.25~1.5轉即可完成。
-
特點:
-
磨削
-
單線砂輪磨削精度可達5~6級,表面粗糙度為R1.25~0.08微米,適用于精密絲杠、螺紋量規等。
-
多線砂輪磨削分縱磨法和切入磨法,生產率較高但精度稍低。
-
原理:在螺紋磨床上用砂輪加工淬硬工件的精密螺紋,分為單線砂輪和多線砂輪磨削。
-
特點:
-
攻絲與套絲
-
加工精度取決于絲錐或板牙的精度,小直徑內螺紋通常依賴攻絲。
-
可手動或使用攻絲機、套絲機自動化操作。
-
原理:攻絲用絲錐加工內螺紋,套絲用板牙加工外螺紋,依賴螺紋溝槽引導刀具軸向移動。
-
特點:
2. 塑性變形加工工藝
-
滾壓
-
搓絲:兩塊搓絲板錯開1/2螺距相對布置,動板往復運動搓壓工件。
-
滾絲:包括徑向滾絲、切向滾絲和滾絲頭滾絲,適用于不同精度和效率需求。
-
表面粗糙度優于切削加工,滾壓后螺紋表面因冷作硬化提gaoqiang度和硬度。
-
材料利用率高,生產率比切削加工成倍增長,易于實現自動化。
-
精度可達2級(GB197-63標準),但要求工件材料硬度不超過HRC40,且對毛坯尺寸精度要求較高。
-
原理:通過滾絲機或搓絲機使工件產生塑性變形,形成螺紋。
-
特點:
-
分類:
-
冷擠
-
加工精度和表面質量比攻絲略高,適用于材質較軟的工件(如鋁、銅)。
-
特別大加工直徑可達30毫米左右,但扭矩需求比攻絲大1倍。
-
原理:用無槽擠壓絲錐冷擠內螺紋,工作原理類似攻絲但扭矩更大。
-
特點:
二、螺紋加工設備類型與技術參數
| 設備類型 | 關鍵參數 | 適用場景 |
|---|---|---|
| 滾牙機 | 兩軸/三軸機型,配置振動盤實現全自動化 | 批量生產精密螺絲(外徑≤25mm,長度≤100mm) |
| 攻牙機 | 高精度絲錐,可手動或自動操作 | 內螺紋加工,尤其小直徑內螺紋 |
| 螺紋車床 | 專門化設計,提高生產率和精度 | 單件或小批量高精度螺紋加工 |
| 螺紋銑床 | 盤形/梳形銑刀,工件旋轉1.25~1.5轉完成加工 | 成批生產一般精度螺紋或磨削前粗加工 |
| 螺紋磨床 | 單線/多線砂輪,精度5~6級,表面粗糙度R1.25~0.08微米 | 精密絲杠、螺紋量規、小批量螺紋工件 |
三、不同螺紋工藝的材料適應性對比
| 材料類型 | 關鍵性能 | 適用工藝 |
|---|---|---|
| 碳鋼螺紋 | 強度高(尤其高碳鋼),但韌性差,耐腐蝕性差 | 車削、銑削、滾壓(需控制硬度≤HRC40) |
| 合金鋼螺紋 | 強度高,韌性好,耐腐蝕性和耐熱性優異 | 磨削、滾壓(適用于極端環境如航空航天) |
| 不銹鋼螺紋 | 耐腐蝕性完美(鉻氧化膜保護),美觀性強 | 車削、銑削、冷擠(尤其惡劣環境如化工、海洋) |
四、螺紋加工精度與表面粗糙度標準
| 加工工藝 | 精度等級 | 表面粗糙度(Ra) | 適用場景 |
|---|---|---|---|
| 車削/銑削 | 8~9級(JB2886-81) | R5~0.63微米 | 普通精度螺紋工件或磨削前粗加工 |
| 磨削 | 5~6級 | R1.25~0.08微米 | 精密絲杠、螺紋量規、小批量螺紋工件 |
| 滾壓 | 2級(GB197-63) | 優于切削加工(具體值依工藝) | 大批量標準緊固件外螺紋(外徑≤25mm) |
五、現代螺紋加工技術(如CNC)應用案例
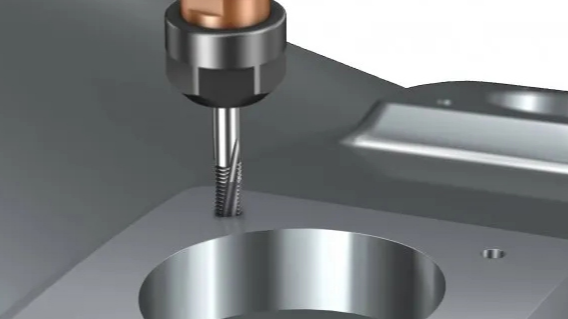
1. 數控銑削加工
-
案例:M6標準內螺紋銑削
-
流程:鉆孔→倒角→內螺紋銑削→清根槽銑削,一把刀具一次完成。
-
優勢:三軸聯動(X、Y、Z軸插補運動),每繞軸線360°沿+Z方向上升一個螺距,加工效率極高。
2. 運動仿真與有限元分析
-
應用:橋梁斜拉索錨具大螺距螺紋加工專用機床設計
-
運動仿真:通過UG NX軟件模擬刀具走刀路線,驗證傳動系統設計合理性。
-
有限元分析:使用NX Nastran分析懸臂梁結構變形,確保強度和剛度滿足加工需求。
六、總結與選型建議
-
工藝選擇原則
-
精度需求:高精度(≤5級)優先選磨削;大批量生產選滾壓;一般精度選車削/銑削。
-
材料適應性:軟材質(如鋁、塑料)可選冷擠;硬材質(≤HRC40)選滾壓;高硬度材料選磨削。
-
生產效率:滾壓和銑削效率特別高,磨削次之,車削較低。
-
行業應用推薦
-
汽車制造:滾壓工藝用于標準件(如螺栓、螺母),CNC銑削用于復雜內螺紋。
-
航空航天:合金鋼螺紋優先選磨削,配合有限元分析確保極端環境可靠性。
-
建筑與能源:不銹鋼螺紋選冷擠或滾壓,碳鋼螺紋選車削或銑削。
通過上述工藝的合理選擇與優化,可系統化提升螺紋加工的質量、效率與可靠性。
